Обучение сварке аргоном. Что такое аргоновая сварка
Нержавейка, медь, титан, алюминий, бронза, другие цветные металлы и легированные стали - все это металлы, детали из которых просто так не сваришь между собой. А ведь в быту бывают разные ситуации: то необходимо сварить трубы из нержавейки, то детали автомобиля из алюминия или просто приварить отвалившуюся ножку от бронзовой статуэтки. К перечисленным выше металлам потребуется особый подход - аргонодуговая сварка, работы по которой стоят недешево, если не сказать изрядно «кусаются», если заказывать их у специалиста. Вот и возникает вопрос у хозяев, а возможна ли сварка аргоном своими руками и что для этого нужно. Если Вы еще никогда ничего варили, то категорически не стоит начинать со сварки цветных металлов, уж больно трудоемкий и сложный это процесс, рассчитанный на некую сноровку специалиста и его опыт. Но если опыт обычной дуговой сварки имеется и Вы уверены в своих силах, тогда информация из данной статьи для Вас.
Сварка аргоном: технология и общие принципы
Аргонодуговая сварка представляет собой некий гибрид электросварки (дуговой) и газовой сварки. На технологию электросварки она похожа тем, что используется электрическая дуга, а на газовую - использованием газа и похожей работой сварщика.
Электрическая дуга служит источником нагрева, именно она расплавляет кромки металла, благодаря ней происходит сваривание.
А вот зачем нужен газ аргон ? Дело в том, что при сварке цветные металлы и легированные стали при взаимодействии с кислородом окисляются, либо же на них негативно влияют другие примеси, которые находятся в воздухе, из-за этого шов получается непрочным, наполненным пузырьками, а алюминий, например, вообще горит в кислороде. Чтобы защитить металл от воздействия различных примесей и газов используется инертный газ аргон. Этот газ на 38 % тяжелее воздуха, поэтому легко и быстро вытесняет кислород из зоны сварки и надежно изолирует рабочую ванну от любого влияния атмосферы. Начинать подавать газ в зону сварки необходимо за 20 секунд до зажигания дуги, а прекращать через 7 - 10 секунд после завершения работы. Аргон практически не вступает в реакцию со свариваемым металлом и другими газами в районе горения дуги, поэтому и называется инертным. Но есть и некоторый нюанс: при сварке на обратной полярности от атомов аргона легко отделяются электроны, благодаря этому вся среда аргона превращается в электропроводную плазму.
Сварку аргоном можно производить как плавящимся электродом , так и неплавящимся , в качестве последнего используется вольфрамовый электрод, так как этот материал исключительно тугоплавкий. Именно из вольфрама делают нити накаливания для ламп. Диаметр и материал электрода полностью зависит от сплавляемых металлов, данные показатели можно легко найти в справочниках.
Различают три вида аргонодуговой сварки:
- РАД - это ручная сварка аргоном неплавящимся электродом.
- ААД - автоматическая аргонодуговая сварка с помощью неплавящегося электрода.
- ААДП - автоматическая аргонодуговая сварка с использованием плавящегося электрода.
Если Вы будете искать готовый аппарат для сварки аргоном вольфрамовым электродом, ищите аппараты TIG (Tungsten Inert Gas (Welding)). Именно так обозначается сварка вольфрамом в среде инертных газов.
Технология аргонодуговой сварки

Что представляет собой горелка для сварки аргоном? Ее сердцем является вольфрамовый неплавящийся электрод , который должен выступать за пределы корпуса горелки всего на 2 - 5 мм, не более. Диаметр электрода подбирается согласно таблицам, исходя из параметров свариваемых материалов. Внутри горелки есть держатель, в который можно вставить и закрепить электрод любого требуемого диаметра.

Вокруг электрода надевается керамическое сопло , из него и будет поступать газ аргон во время сварки.
Для сварки нам понадобится присадочная проволока из того же материала, что и свариваемые детали, ее диаметр подбирается согласно таблицам.
Рассмотрим принцип работы с ручной сваркой аргоном, когда и горелка, и присадочная проволока находятся в руках сварщика.
Перед началом работ поверхность свариваемых деталей необходимо очистить от окислов, грязи и жира. Это можно сделать механическим или химическим способом.
Первым делом на свариваемую деталь подается так называемая «масса», как и при обычной дуговой сварке. Если детали слишком маленькие, ее можно подать на железный рабочий стол или ванну. Присадочная проволока в электрическую цепь не включается, она будет подаваться отдельно.
В правую руку сварщик должен взять горелку, а в левую присадочную проволоку. На горелке должна быть кнопка подачи тока и газа, включаем подачу газа заранее за 20 секунд. Сила тока подбирается в зависимости от свариваемых материалов или по личному опыту путем проб и ошибок. Опускаем горелку с электродом как можно ближе к поверхности свариваемых металлов, идеальное расстояние 2 мм. Электрическая дуга возникает между кончиком электрода и металлом, она плавит кромки свариваемых деталей и присадочную проволоку.
Как происходит сварка аргоном: фото - пример.


Важно! Неплавящийся вольфрамовый электрод следует держать как можно ближе к поверхности свариваемых металлов для того, чтобы создать наиболее короткую дугу. Чем больше дуга, тем меньше глубина проплавления металла и шире и менее эстетичнее шов. При большой дуге возрастает напряжение и ухудшается качество шва.
Медленно проводя горелкой вдоль шва, не делая поперечных движений, сварщик должен постепенно подавать присадочную проволоку. Именно от сноровки мастера будет зависеть качество и аккуратность получившегося шва.
Важно! Резкая подача присадочной проволоки приводит к разбрызгиванию металла. Поэтому подавать ее следует плавно и аккуратно, что достигается только практикой. Лучше всего располагать присадочную проволоку впереди горелки под углом к свариваемой поверхности, не делая поперечных движений. Это обеспечит ровный и узкий шов.

Обратите внимание, что зажигание дуги при сварке неплавящимся электродом нельзя производить путем касания о свариваемую поверхность. И вот по каким причинам:
- Высокий потенциал ионизации аргона не позволяет хорошо ионизировать промежуток между свариваемыми поверхностями и электродом за счет искры от касания. При сварке плавящимся электродом ситуация несколько другая: после касания электрода о поверхность в зоне варки появляются пары железа, потенциал ионизации которых намного (в 2,5 раза) ниже, чем у аргона, это и позволяет зажечь дугу.
- Из-за касания электрода поверхности свариваемых металлов он загрязняется.
Для зажигания дуги при сварке аргоном неплавящимся вольфрамовым электродом используется осциллятор, который подключается параллельно источнику питания.
Осциллятор подает на электрод высокочастотные высоковольтные импульсы, благодаря которым ионизируется дуговой промежуток. Если частота в сети обычно равна 55 Гц, а напряжение 220 В, то осциллятор преобразует их и подает напряжение в 2000 - 6000 В с частотой 150 - 500 кГц. Это позволяет легко зажечь электрод.

Для аргонодуговой сварки недостаточно привычного аппараты для дуговой сварки, но его можно модернизировать или дополнить другими требуемыми элементами. Рассмотрим, что нам необходимо для сварки в среде аргона:
- Трансформатор. Подойдет обычный сварочный трансформатор, который используется для дуговой сварки с напряжением холостого хода 60 - 70 В. Безусловно, мощность его должна соответствовать технологическим особенностям процесса.
- Силовой контактор, который будет подавать сварочное напряжение на горелку.
- Осциллятор. Для чего он нужен мы уже выяснили.
- Устройство, которое будет регулировать время обдува аргоном. Нам ведь надо зажигать его заранее, и чтобы после завершения сварки газ подавался еще секунд 20. Для этой задержки и нужен регулятор.
- Горелка для сварки аргоном.
- Баллон с аргоном, обязательно с редуктором.
- Вольфрамовые электроды, прутки требуемого диаметра.
- Вспомогательный трансформатор, который будет использоваться для питания коммутирующих устройств.
- Выпрямитель для питания коммутирующих устройств постоянным током напряжением 24 В.
- Электрогазовый клапан (24 В для постоянного или 220 В для переменного тока).
- Реле включения-отключения осциллятора и контактора.
- Индуктивно-емкостной фильтр, который необходим для защиты сварочного трансформатора от импульсов (высоковольтных), посылаемых осциллятором.
- Амперметр для измерения сварочного тока.
- Автомобильный аккумулятор (55 - 75 Ah), рабочий или неисправный не важно. Он включается последовательно в электрическую цепь для того, чтобы уменьшить постоянную составляющую тока, которая неизбежно появляется при сварке на переменном токе (более детально в специальной литературе).
- Очки сварочные.
Все элементы данной схемы можно купить на рынке и собрать своими руками, получится самодельная сварка аргоном, более того схему можно намного улучшить, если обладать соответствующими знаниями.

Также аппараты TIG можно приобрести в готовой комплектации, к ним подключить баллон с газом, горелку, заземление и кнопки управления горелкой и подачей газа. Цена таких аппаратов начинается от 250 у.е.
Различные режимы сварки аргоном
Для более качественного сваривания металлов необходимо правильно подобрать режим сварки.
Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные стали и сплавы свариваются на постоянном токе, имеющем прямую полярность. Алюминий, бериллий, магний и другие цветные металлы лучше сваривать на обратной полярности или переменном токе, это способствует более быстрому разрушению оксидной пленки. Во время сварки на постоянном токе идет неодинаковое выделение тепла на аноде и катоде: 70 % на аноде и 30 % на катоде. Чтобы минимально разогревать электрод и при этом хорошо проплавлять изделие, используют прямую полярность.

Важно! При сварке на переменном токе осциллятор после того, как зажег дугу, переходит в режим стабилизатора. Чтобы предотвратить деионизацию дугового промежутка во время смены полярности и обеспечить устойчивое горение дуги, осциллятор подает импульсы на дугу в момент смены полярности.
Сварочный ток выбирается в зависимости от свойств свариваемых металлов и размера деталей, а также электродов. Подбирать силу тока можно из таблиц в справочной литературе, а можно опытным путем.
Расход аргона напрямую зависит от скорости подачи и от скорости сносящих воздушных потоков. Если сварка происходит внутри помещения без сквозняков, расход будет минимальным. Сварочные работы в условиях сильного бокового ветра требуют увеличения расстояния между электродом и материалом, так как воздушный поток может сносить аргон, тогда поверхности металлов будут незащищены. В таких случаях используются специальные сопла (конфузорные) с мелкоячеистыми сетками.
В газовую смесь помимо аргона иногда добавляют кислород , около 3 - 5 %. Аргон не способен защитить от влаги, грязи и других присадок, которые могут появиться на поверхности свариваемых деталей в ходе расплавления металла. Кислород же вступает в реакцию с вредными примесями, в результате чего они либо сгорают, либо получившиеся соединения всплывают в сварочной ванне на поверхность. Использование кислорода - хороший способ борьбы с пористостью сварного шва.
Особенности сварки алюминия

При нагреве алюминия на его поверхности возникает тугоплавкая пленка. При сварке на обратной полярности или с использованием источника переменного тока эту пленку можно разрушить. Когда алюминиевая деталь имеет положительный заряд, при сварке на обратной полярности ионы аргона бомбардируют поверхность алюминия, разрушая оксидную пленку. В таком случае аргон уже выступает не просто защитным газом, а является электропроводной плазмой, упрощающей и улучшающей сварочные работы.
Во время сварки на переменном токе подобный процесс происходит тогда, когда алюминиевая деталь является катодом.
Особенности сварки меди

Медь легко вступает в реакцию с кислородом, образуя закись меди. Это приводит к тому, что шов получается неоднородный и недостаточно прочный. Еще большей проблемой является то, что получившаяся закись меди взаимодействует с водородом, содержащимся в воздухе, образует водяной пар, который стремится вырваться наружу и образует поры в шве. Именно поэтому обязательна защита сварной зоны аргоном.
Аргонодуговая сварка: преимущества и недостатки
Как и у любого процесса, у сварки аргоном есть свои достоинства и недостатки, которые связаны с технологией и используемыми приборами.
К преимуществам можно отнести:
- Защита сварного шва аргоном от воздействия окружающей среды. Это обеспечивает прочное соединение, без пор и примесей.
- Металл нагревается мало, область нагрева очень мала, поэтому можно легко сваривать заготовки сложной конструкции, не боясь изменить их форму.
- Возможность сварки металлов и сплавов, которые невозможно сварить иначе.
- Относительно быстрое проведение работ, благодаря высокотемпературной дуге.
Недостатки:
- Достаточно сложное оборудование, требующее точной настройки.
- Относительная сложность сварочных работ, требующая опыта и сноровки.
Сварка аргоном хороша тем, что обеспечивает выполнение шва высокого качества, с одинаковой глубиной проплавления. Это очень важно при проведении сварочных работ тонкого металла с доступом только с одной стороны, например, неповоротных стыковых труб. Кстати, при сварке цветных металлов малой толщины присадочную проволоку можно не использовать.
Сварка аргоном: видео - инструкция
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.

Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки . С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и , является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.

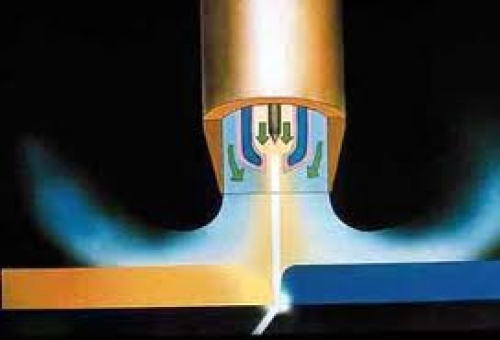
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр , который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.

Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
- Проводится тщательная очистка поверхностей соединяемых деталей от загрязнений, следов масла и жира, а также от окисной пленки. Такая очистка является обязательной и может выполняться механически способом либо при помощи химических средств.
- К соединяемым деталям необходимо подключить «массу». Сделать это можно как напрямую (если детали обладают большими габаритами), так и посредством металлической поверхности рабочего стола (если детали не отличаются большими размерами). Присадочная проволока, что важно, не включается в электрическую сварочную цепь, а подается отдельно.
- На сварочном оборудовании выставляется сила сварочного тока. Данный параметр выбирается в зависимости от характеристик соединяемых заготовок.
- После включения тока горелку с электродом подносят к свариваемым деталям как можно ближе, не прикасаясь к их поверхности. Оптимальное расстояние, на котором горелку располагают от поверхности соединяемых заготовок (его надо выдерживать в процессе выполнения сварки), – 2 мм. Удерживание электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл, получить красивый и аккуратный сварной шов.

Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.

Нюансы работы с аргонной сваркой
Характерным примером является , оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.

Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
(голосов: 5
, средняя оценка: 5,00
из 5)
К категории нержавеющих относятся высоколегированные стали с выраженной устойчивостью к воздействию коррозии. Главным легирующим компонентом в составе данных материалов является хром. В зависимости от класса нержавейки, в ее состав может входить до 20% этого легирующего элемента. Помимо этого, сталь может содержать такие компоненты, которые будут повышать ее антикоррозионные характеристики и придавать определенные физико-механические свойства. К числу таких элементов относятся титан, никель, молибден и пр. Нержавейка и алюминий относятся к числу материалов, варка которых требует соблюдения определенных условий. Перед тем как , следует ознакомиться с некоторыми ее особенностями. И алюминий, и нержавейку можно варить аргоном. Перед тем как варить аргоном, нужно ознакомиться с особенностями обрабатываемого материала и соответствующим образом подготовить его к работе.
Сварка в среде аргона — высотехнологический процесс, который позволяет получать высококачественные сварные швы при выполнении малых объемов сварочных работ.
Что нужно учитывать при варке нержавейки аргоном?
Перед тем как варить аргоном, изучите следующие важные свойства алюминия и нержавейки. Так, нержавеющая сталь имеет практически в 2 раза меньшую теплопроводность, чем низкоуглеродистые стали. В результате концентрация теплоты в процессе выполнения сварочных работ будет увеличиваться, за ней будет повышаться и проплавление материала в месте соединения. Данное свойство нержавейки обуславливает необходимость снижения силы тока в среднем на 20%, если сравнивать его с аналогичным показателем при работе с обычными сталями.Нержавейка, как и алюминий, характеризуется довольно большим коэффициентом линейного расширения. При варке изделий из нержавейки из-за этого свойства отмечается существенная литейная усадка. Она приводит к увеличению деформации материала при выполнении сварки и после нее. Если между свариваемыми заготовками из нержавейки или алюминия не будет достаточного зазора, могут появиться существенные трещины.

Нержавейка и алюминий характеризуются высоким электрическим сопротивлением. При работе с такими материалами электродами из высоколегированных сталей последние будут очень сильно нагреваться. Для исключения негативного эффекта хромоникелевые электроды выпускаются длиной до 35 см.
Нержавеющая сталь теряет свою высокую антикоррозийную способность при работе с ней в неправильном термическом режиме. Данное явление известно как межкристаллитная коррозия. Физико-химическая природа явления сводится к тому, что при повышении температуры до 500°С и больше по краям зерен начинает образовываться карбид хрома и железа. В дальнейшем эти зерна становятся очагами коррозии. Избавляться от такого неприятного явления можно разными способами. Один из них предполагает быстрое охлаждение любыми доступными методами, вплоть до банального поливания свариваемого материала холодной водой, чтобы свести уменьшение коррозийной устойчивости к минимуму. Однако важно учитывать, что охлаждать алюминий водой нельзя, да и в случае со сталями этот метод подходит исключительно для хромоникелевых аустенитных материалов.
Как подготовить нержавейку к варке?
И алюминий, и нержавеющая сталь требуют соответствующей подготовки перед работой. Существует несколько способов варки нержавеющей стали. Наибольшее распространение получили следующие:

- Работа с использованием покрытых электродов.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки с применением нержавеющей проволоки.
Каждый из этих методов имеет свои особенности и подходит для выполнения конкретного перечня работ. В процессе варки нержавейки аргоном вам понадобятся:
- Сварочный аппарат.
- Электроды. Подбираются в соответствии с характеристиками обрабатываемого материала.
- Нержавеющая проволока.
- Стальная щетка.
- Растворитель.
Прежде чем сваривать детали, нужно обработать их кромки. Делается это почти так же, как и в случае работы с низкоуглеродистыми сталями. Особенность лишь одна: чтобы обеспечить свободную усадку шва, при создании сварного стыка нужно делать некоторый зазор. Конечно же, в разумных пределах.
Перед работой нужно зачистить поверхности кромок. Для этого воспользуйтесь стальной щеткой. Также кромки нужно промыть растворителем. Подойдет ацетон либо авиационный бензин. Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.

Варка нержавеющей стали с применением покрытых электродов позволяет получать швы нормального качества безо всяких проблем. Поэтому если очень высоких требований к качеству соединения вы не предъявляете, то отдавайте выбор в пользу именно этого метода сварки.
Существует достаточно много типов электродов, каждый из них подходит для работы с нержавеющими сталями определенного состава. Вся эта информация приводится в ГОСТе. Зная марку свариваемой стали, вы сможете без проблем определить, какие электроды нужно использовать для работы с ней. Выбирайте такие электроды, которые не будут снижать коррозионную устойчивость материала и портить его механические характеристики.
Как правило, работа ведется с применением обратного постоянного уровня. Нужно стараться делать все так, чтобы шов проплавлялся как можно меньше. Используйте для работы небольшие по диаметру электроды. Нужно, чтобы тепловой энергии выделялось минимальное количество. Ранее отмечалось, что при работе с нержавеющей сталью нужно использовать ток на 15-20% слабее, чем при варке простой стали, не забывайте об этом.
Электроды имеют низкое значение теплопроводности и высокое электрическое сопротивление. Из-за этого применять высокие токи нельзя. При нарушении данного правила электроды будут перегреваться и разрушаться. По этим же причинам электроды для нержавейки плавятся быстрее, чем те, с использованием которых варятся обычные стали. И неопытных сварщиков это обычно очень удивляет.
Для сохранения коррозионной устойчивости шва нужно сделать все, чтобы он охлаждался как можно быстрее. К примеру, вы можете охлаждать его при помощи медных прокладок или воздухом. Если обрабатываемая вами нержавеющая сталь относится к категории хромоникелевых аустенитных, вы можете охлаждать ее даже при помощи воды.
Инструкция по сварке вольфрамовым электродом

Такой режим применяется в тех случая, когда нужно сварить изделия из очень тонкой нержавейки или получить сварное соединение высокого качества. К примеру, сварка аргоном с использованием вольфрамовых электродов лучше всего подходит для нержавеющих труб, по которым транспортируются газы или жидкости под давлением.
Работа ведется на переменном либо постоянном токе. Переменный подходит для работы с алюминием. Полярность тока — прямая. Используется аргон. Прежде чем приступать к сварке, следует подготовить присадочную проволоку к работе. Лучше, если она будет иметь более высокую, чем у нержавейки или алюминия, степень легирования.
При работе электродом нельзя совершать колебательных движений: из-за них защитное пространство зоны сварки нарушится, металл шва окислится. Обратную сторону шва нужно защищать от воздуха путем поддува аргона.
При работе стремитесь к тому, чтобы в сварочную ванну не попадал вольфрам. Можете применять бесконтактный поджог дуги. Также ее можно зажигать на угольной либо графитовой пластине с дальнейшим переносом на основной металл.
Когда сварочные работы будут завершены, не нужно выключать подачу аргона сразу. Сделайте это примерно через 15 секунд. Этим вы исключите чрезмерное окисление нагретого рабочего электрода. Так он прослужит заметно дольше.
Как варить нержавейку полуавтоматом в среде аргона?
Данный метод сварки является наиболее предпочтительным. Он обеспечивает максимально высокую производительность и позволяет получать швы очень хорошего качества. С целью повышения качества сваривания в проволоку добавляется никель.
Процесс сварки нержавеющей стали полуавтоматом в среде аргонов лучше всего подходит для соединения толстых материалов. В данном случае скорость сваривания будет максимальной. Следовательно, увеличится и производительность. Защитной средой в таких условиях является смесь из углекислого газа и аргона. За счет углекислого газа повышается смачиваемость на краях шва.
Существует несколько техник, которые позволяют , а именно:
- Сварка короткой дугой.
- Работа со струйным переносом.
- Импульсный режим.
Струйный перенос подходит для сварки толстых металлов, а короткая дуга — для более тонких изделий.
Среди преимуществ импульсного режима можно выделить то, что он является наиболее контролируемым процессом. Металл проволоки подается в сварочную ванну импульсно. Каждый из таких импульсов — это отдельная сварочная капля. Этот режим позволяет уменьшать среднее значение тока дуги, что является очень важным при работе с нержавейкой, т.к. тепловложение и зона термического влияния уменьшаются.
Помимо этого, импульсный режим практически полностью исключает брызги металла. Это позволяет существенно экономить расходные материалы и повышать производительность за счет уменьшения времени, необходимого для зачистки шва.
Таким образом, существует несколько режимов варки нержавейки аргоном. Выберите наиболее подходящий для вашего случая. Удачной работы!
Похожие статьи
-
Томский аграрный колледж Отрывок, характеризующий Томский аграрный колледж
) требовались абитуриенты с высоким образовательным уровнем, который достигается выпускниками специализированных гимназий и коммерческих/реальных училищ второй (углубленной) ступени обучения. Сеть учреждений, ставших в будущем начальным...
-
Издержки господдержки: как и зачем меняли программу помощи ипотечникам Изменения программу помощи ипотечным заемщикам
Сегодня мы расскажем о том, что такое программа помощи ипотечным заемщикам и как именно вы можете получить помощь в погашении ипотеки от государства в 2019 году. Программа помощи ипотечным заемщикам в 2019 от государства, изменения и...
-
Затягивает в болото Почему болото засасывает человека объяснить
Трясина – это болото, которое засасывает. Оно способно засасывать только живые объекты. На основе озёр образуется трясина, когда она зарастает зелёным ковром из водорослей и мха. Но не во всех болотах. Болото возникает по причине...
-
Государственный архив российской федерации
Документы, в частности, проливают свет на отношения между СССР и нацистской Германией накануне войны. Также рассказывают, например, об обстоятельствах взрыва линкора «Новороссийск» в октябре 1955 года: корабль затонул, когда стоял на рейде...
-
Хранение хрена в домашних условиях на зиму Способы сохранения хрена на зиму
Хрен – это жгучая пряность, которая очень давно используется для приготовления пищи. Приправа из него не только придает пикантную остроту блюдам, но и обладает массой полезный свойств. Выкапывать корень рекомендуется или в конце марта, или...
-
Красильный чертополох травянистые растения для открытого грунта
Чертополох - это яркий представитель сложноцветных с розово-пурпурным цветением. Его отличительной чертой являются соцветия, окруженные по краю листьями с колючими кончиками. Чертополоху в разные времена приписывали магические свойства. К...